التحكم بدقة حجم النايلون المقوى بألياف الكربون في الطباعة ثلاثية الأبعاد: مجال درجة الحرارة، ومعدل الانكماش، واستراتيجية التعويض
Dec 24, 2025
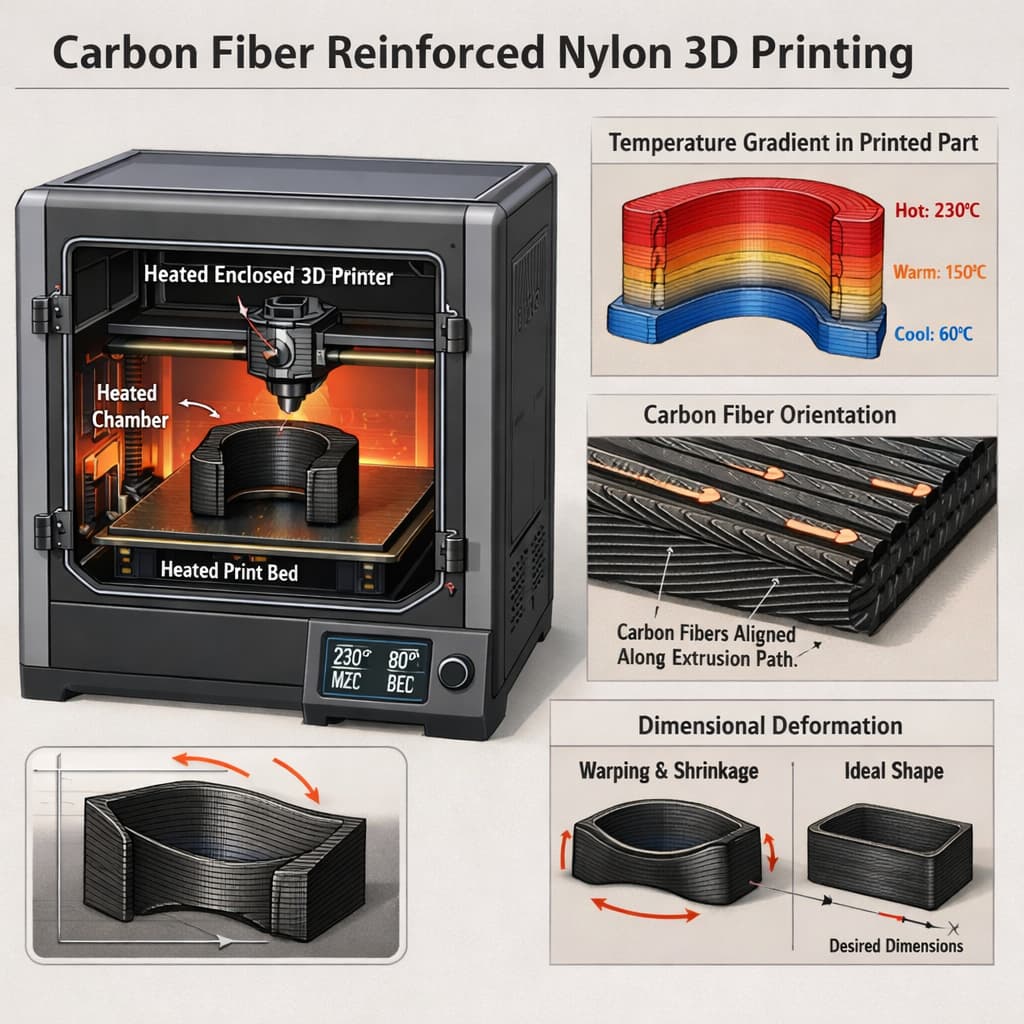
النايلون المقوى بألياف الكربون أصبحت مادة ذات أهمية متزايدة في التصنيع الإضافي بتقنيتي FDM و FFF بسبب نسبة صلابته العالية إلى وزنه، واستقراره الحراري المحسن، وملاءمته للمكونات الوظيفية. مع ذلك، لا تزال دقة الأبعاد من أبرز التحديات التي تحد من انتشارها الصناعي على نطاق أوسع. فمقارنةً بالنايلون غير المملوء أو حمض البولي لاكتيك، يُظهر نايلون ألياف الكربون سلوكًا أكثر تعقيدًا في التشوه، لا سيما في الأجزاء المتوسطة والكبيرة، والهياكل ذات الجدران الرقيقة، والهياكل الحاملة للأحمال. ويتطلب الفهم المنهجي لهذه المسألة تحليلًا متكاملًا لتوزيع مجال درجة الحرارة، وآليات انكماش المادة، واستراتيجيات التعويض على مستوى البرمجيات والعمليات.أثناء الطباعة، يكون توزيع درجة الحرارة داخل القطعة غير منتظم للغاية ويتغير باستمرار مع مرور الوقت. فبينما يخرج الخيط المنصهر من الفوهة بدرجات حرارة تتراوح عادةً بين 260 و320 درجة مئوية، تبرد الطبقات المترسبة بسرعة نحو درجة حرارة التحول الزجاجي. يقلل استخدام ألياف الكربون من معامل التمدد الحراري الكلي، ولكنه في الوقت نفسه يزيد من تباين التوصيل الحراري والاستجابة الميكانيكية. عند الطباعة بدون حجرة تسخين مضبوطة، تتراكم تدرجات درجة الحرارة بين الطبقات السفلية والعلوية، مما يؤدي إلى إجهادات متبقية، وانكماش غير متساوٍ، وفي النهاية انحراف في الأبعاد أو تشوه.من منظور المواد، لا يخضع التغير البُعدي في النايلون المدعم بألياف الكربون للانكماش الحراري وحده، بل هو نتيجة مُجتمعة لانكماش التبلور، وتأثيرات التوجيه الناتجة عن الألياف، واسترخاء الإجهاد أثناء التبريد. تخضع مصفوفة النايلون لإعادة ترتيب جزيئي أثناء تبلورها، بينما تُقيد ألياف الكربون الانكماش بطريقة تعتمد على الاتجاه. ولأن الألياف تميل إلى الاصطفاف على طول مسار البثق، يكون الانكماش في المستوى X-Y عادةً أقل منه في الاتجاه Z. يُفسر هذا السلوك غير المتجانس سبب كون الانحرافات البُعدية المتعلقة بالارتفاع أكثر وضوحًا في كثير من الأحيان، حتى عندما تبدو قيم الانكماش الإجمالية منخفضة نسبيًا.للتخفيف من هذه الآثار، نادرًا ما تعتمد التطبيقات الصناعية على خصائص المواد وحدها. بدلاً من ذلك، تُعتمد استراتيجيات تعويض متعددة المستويات. على مستوى الأجهزة، تُستخدم على نطاق واسع حجرات تسخين مغلقة تحافظ على درجات حرارة محيطة تتراوح بين 60 و90 درجة مئوية لتقليل فروق درجات الحرارة بين الطبقات. على مستوى العملية، تساعد سرعات الطباعة المُحسّنة وارتفاعات الطبقات ومسارات الأدوات على تقليل معدلات التبريد وتعزيز تبلور أكثر تجانسًا. بالنسبة للمكونات عالية الدقة، غالبًا ما يتبع القياس التجريبي للانكماش الاتجاهي تعويضٌ غير منتظم في برامج التقطيع، بدلاً من التحجيم العالمي البسيط.يلجأ المستخدمون المتقدمون بشكل متزايد إلى دمج أساليب المحاكاة للتنبؤ بالانحرافات البُعدية قبل الطباعة. وتتيح عمليات المحاكاة الحرارية باستخدام العناصر المحدودة، بالإضافة إلى بيانات الحرارة والتبلور الخاصة بالمواد، للمهندسين تحديد المناطق المعرضة للتشوه. ورغم أن هذه الأساليب تتطلب كميات هائلة من البيانات، إلا أنها أثبتت جدواها في تجهيزات صناعة الطيران، وأدوات التشغيل الآلي، وغيرها من التطبيقات عالية القيمة. وفي نهاية المطاف، يتطلب التحكم الفعال في الأبعاد تطابقًا دقيقًا بين تركيبة المواد، ومعايير العملية، ونماذج التعويض.بشكل عام، إن دقة الأبعاد في طباعة النايلون بألياف الكربون هي نتيجة لتحسين منسق عبر علوم المواد والإدارة الحرارية والتعويض الرقمي. لا يمكن للتصنيع الإضافي أن يكون فعالاً إلا من خلال فهم عميق لتطور مجال درجة الحرارة وسلوك الانكماش نايلون من ألياف الكربون تحقيق أداء هندسي متسق وقابل للتنبؤ.
اقرأ المزيد