







 30 July 2026
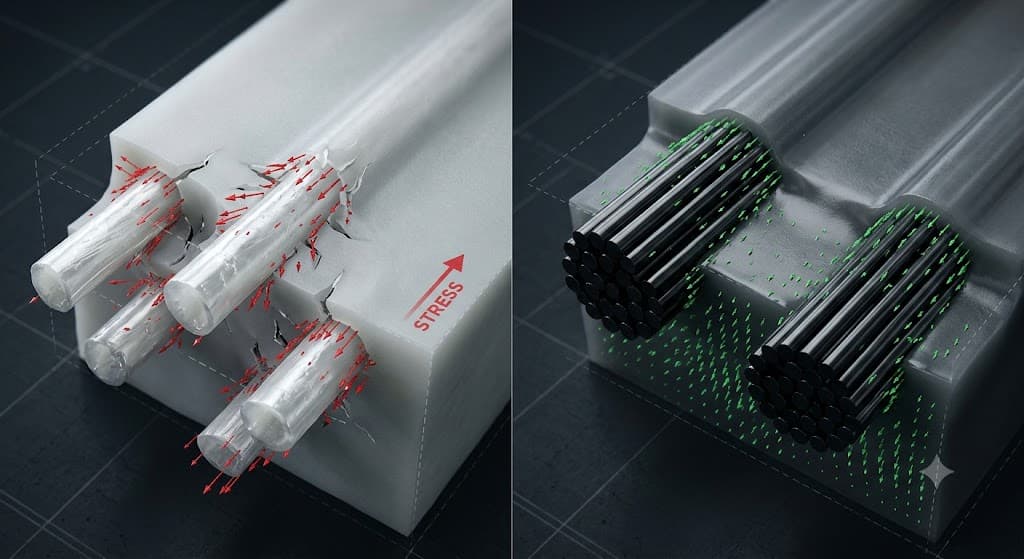
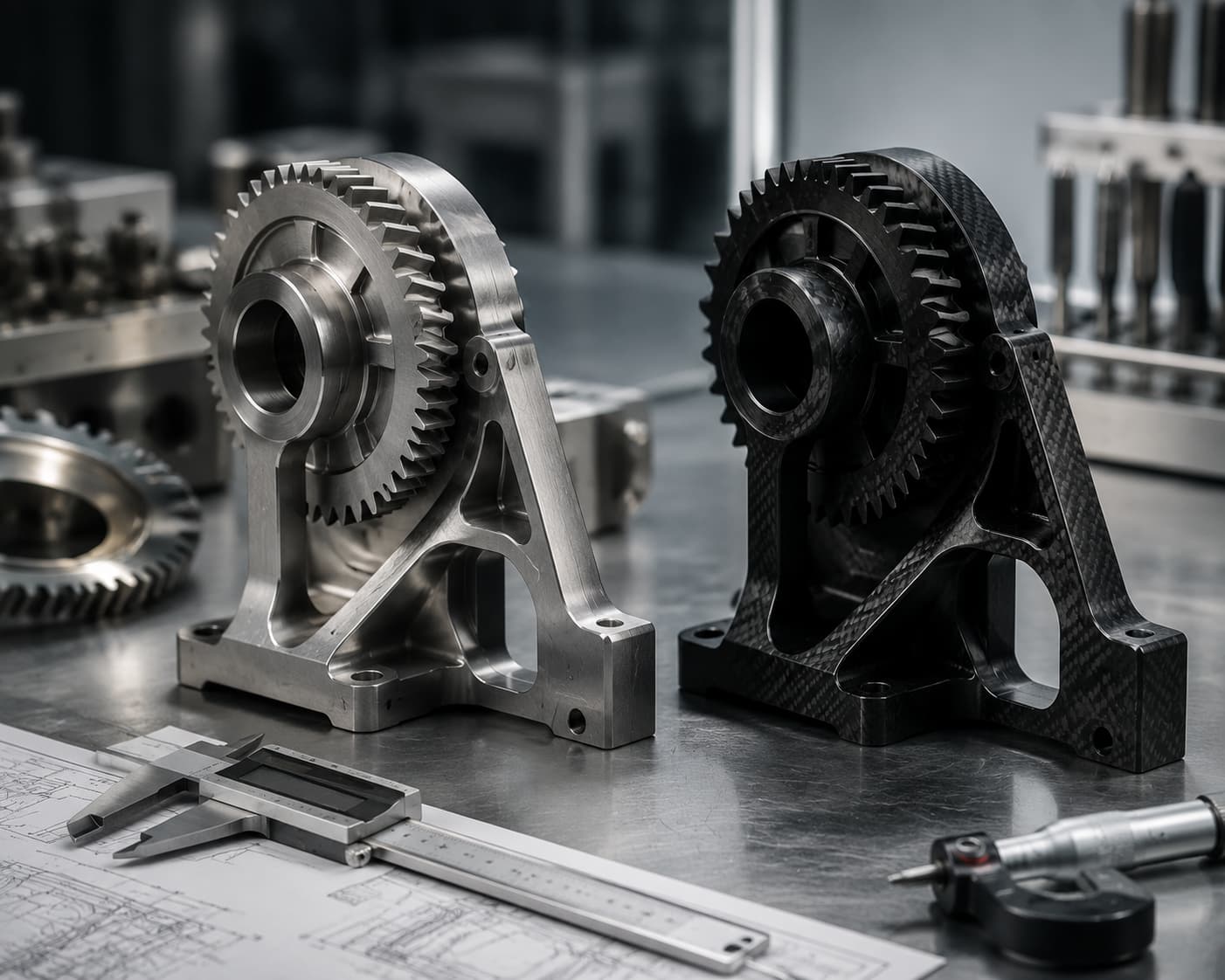
30 July 2026غالباً ما تؤثر بيئات التشغيل والخصائص الفيزيائية الثانوية على الموافقة النهائية على المواد. إلى جانب الخصائص الميكانيكية الثابتة، يلعب سلوك الاحتكاك وتبديد الحرارة والتباين دورًا حاسمًا. تتميز الألياف الزجاجية بخواصها الكاشطة وعزلها الكهربائي؛ ففي ظل الاحتكاك عالي السرعة أو الاهتزاز الدوري، يمكن للألياف المكشوفة أن تُسرّع من تآكل الأسطح المعدنية المتلامسة وتُراكم شحنة كهربائية ساكنة. أما ألياف الكربون، فتتميز بخصائصها الذاتية من حيث التزييت والتوصيل الكهربائي وتبديد الحرارة. نايلون مقوى بألياف الكربون تزدهر ألياف الكربون في التروس غير المشحمة، والمحامل الديناميكية، والهياكل المقاومة للانفجار حيث يُعد تبديد الشحنات الساكنة ونقل الحرارة أمراً بالغ الأهمية. مع ذلك، تُظهر ألياف الكربون توجيهاً أكثر حدةً ناتجاً عن التدفق أثناء عملية التشكيل بالحقن مقارنةً بألياف الزجاج، مما ينتج عنه تباين واضح في الخواص. وبدون تحسين عملية التحكم في البوابات وتحليل الالتواء، يمكن أن يؤدي الانكماش غير المنتظم إلى تركيز الإجهاد الداخلي وتشوه الأبعاد.يتطلب تقييم التكلفة التحول من سعر المواد الخام لكل كيلوغرام إلى التكلفة الإجمالية لكل جزء وكفاءة النظام. قد يصل سعر مركبات النايلون المعدلة بألياف الكربون إلى 4 إلى 8 أضعاف سعر أنواع البولي أميد المكافئة المملوءة بالألياف الزجاجية. غالبًا ما يثني هذا الفرق الأولي في التكلفة فرق المشتريات. مع ذلك، في أنظمة نقل الحركة للسيارات، وأذرع الروبوتات، وهياكل الطائرات بدون طيار، وآلات النسيج عالية السرعة، يؤدي توفير الوزن إلى خفض أحمال المحركات واستهلاك الطاقة بشكل مباشر، مع تحسين الاستجابة الديناميكية. علاوة على ذلك، فإن استبدال أجزاء الألمنيوم المشغولة أو الأجزاء المعدنية المصبوبة بأجزاء مصبوبة في عملية واحدة يُحسّن الأداء. نايلون CF يُغني هذا عن عمليات التصنيع الثانوية باستخدام الحاسوب، وإزالة النتوءات، ومعالجة الأسطح. وعند الأخذ في الاعتبار خفض استهلاك الطاقة التشغيلية وتوحيد العمليات، غالبًا ما يتم تعويض التكاليف الأولية المرتفعة لمواد ألياف الكربون على مدار دورة الإنتاج. بالنسبة للأغلفة ذات الأحجام الكبيرة، ومراوح المضخات، وهياكل الأدوات الكهربائية حيث المساحة غير محدودة وكفاءة التكلفة هي الأهم، يظل النايلون المقوى بالألياف الزجاجية هو الخيار الأمثل.